




High Recovery Lithium Plant for Spodumene & Lepidolite Concentrate
Release time:
2026-06-29
Source:
GoFine
Spodumene and lepidolite are two dominant hard-rock lithium minerals supplying global battery-grade lithium concentrate. Most conventional lithium processing plants suffer from mineral loss, mismatched flotation reagents and unreasonable grinding granularity, leading to low lithium yield, wasted ore resources and poor project profit margins. A customized high recovery lithium plant for spodumene & lepidolite concentrate adopts optimized sequential flotation, classified grinding and intelligent reagent dosing technology, specially designed to process single spodumene ore, single lepidolite ore and mixed lithium pegmatite ore.
Different from ordinary beneficiation facilities, this high-efficiency lithium plant upgrades core separation structures and beneficiation formulas, boosting comprehensive lithium recovery rate while ensuring stable Li₂O concentrate grade. It is the preferred processing solution for mid-to-low grade lithium mines, associated lithium mines and mixed spodumene-lepidolite mining projects worldwide.
Key Differences Between Spodumene and Lepidolite Beneficiation Features
To build a high recovery lithium plant for spodumene & lepidolite concentrate, designers must differentiate mineral properties and adjust beneficiation parameters targeted, as the two lithium minerals have totally different flotation adaptability:
Spodumene Ore Beneficiation Characteristics
Spodumene features high hardness, dense mineral texture and stable surface activity. It is easy to activate and separate in alkaline flotation environment. Qualified spodumene concentrate requires Li₂O content above 6.0%, with strict limits on mica, quartz and feldspar impurities. High recovery processing relies on pre-desliming and alkaline positive flotation to avoid fine particle lithium loss.
Lepidolite Ore Beneficiation Characteristics
Lepidolite belongs to mica-group lithium mineral, with soft texture, fine disseminated grain and high clay impurity content. It is sensitive to pulp temperature and reagent dosage, mostly processed via acidic reverse flotation. Lepidolite concentrate has a qualified Li₂O standard of 4.5%-5.5%, and fine slime removal is the core step to improve overall lepidolite recovery rate.

battery grade lithium ore line
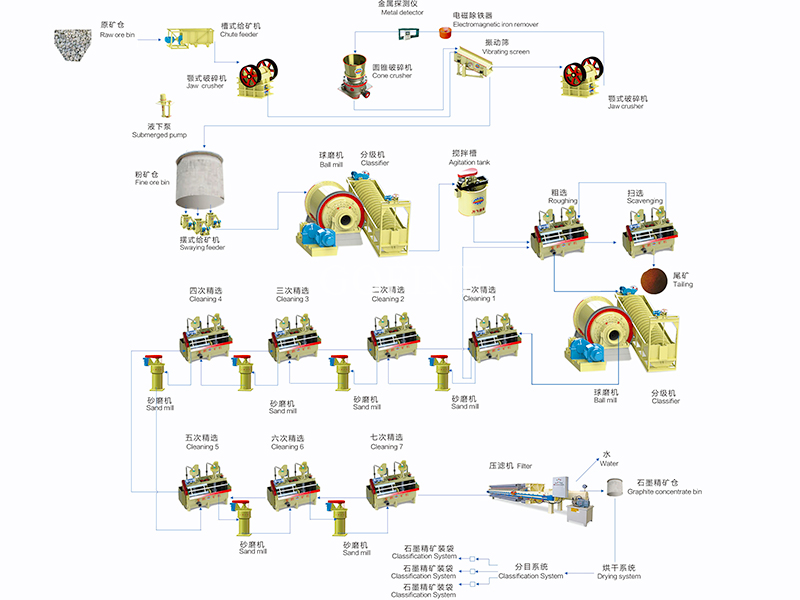
Customized Full Flow of High Recovery Spodumene & Lepidolite Lithium Plant
This high recovery lithium plant adopts dual-mode switchable beneficiation flow, supporting independent processing and mixed processing of spodumene and lepidolite without major equipment modification. The whole line adds fine slime recycling subsystem to cut fine-grained lithium mineral loss, the core design for high recovery performance:
Raw ore uniform feeding → three-stage closed-circuit crushing → classified differential grinding → hydrocyclone multi-stage desliming → pulp intelligent pH adjustment → targeted reagent conditioning → sequential roughing flotation → multi-scavenging recycling flotation → triple cleaning flotation → concentrate deep impurity removal → concentrate thickening → full-automatic filter press dehydration → finished concentrate stacking → tailings secondary lithium recovery → tailings dry stacking
The added tailings secondary recovery module is a unique upgrade of high recovery lithium plants, recycling residual micro lithium minerals from primary tailings and lifting total plant recovery by 4%-7% compared with standard lithium processing lines.
Plant Capacity & Recovery Performance Parameter Table
The table below lists mainstream models of high recovery lithium plant for spodumene & lepidolite concentrate, covering small, medium and large industrial scale. All recovery data is verified by global on-site mine operation data, for investor project selection reference:
|
Daily Processing Capacity
|
Core High-Recovery Equipment
|
Finished Concentrate Grade
|
Comprehensive Lithium Recovery Rate
|
Applicable Ore Type
|
|
200TPD Compact Lithium Plant
|
Classified ball mill, high-efficiency flotation cell, dual-channel automatic dosing unit, slime recycling tank
|
Spodumene ≥6.0% Li₂O; Lepidolite ≥4.8% Li₂O
|
Spodumene 86%-89%; Lepidolite 82%-85%
|
Single high-grade lithium ore
|
|
650TPD Standard Lithium Plant
|
Differential grinding system, sequential flotation bank, online pulp analyzer, tailings recovery module
|
Spodumene 5.9%-6.2% Li₂O; Lepidolite 4.6%-5.5% Li₂O
|
Spodumene 89%-92%; Lepidolite 85%-88%
|
Spodumene & lepidolite mixed pegmatite ore
|
|
1300TPD Large Integrated Lithium Plant
|
Intelligent crushing-grinding linkage unit, PLC full-process flotation control system, closed water circulation recovery system
|
Battery-grade mixed lithium concentrate
|
Spodumene 91%-94%; Lepidolite 87%-90%
|
Low-grade refractory mixed lithium ore
|
Core Advantages of High Recovery Spodumene & Lepidolite Lithium Plant
Compared with conventional universal lithium processing plants, purpose-built high recovery lithium plant for spodumene & lepidolite concentrate has exclusive technical and operational advantages, maximizing per-ton ore economic benefit:
Minimized Fine Lithium Mineral Loss
Most ordinary plants cause massive fine-grained spodumene and lepidolite loss during desliming. This high recovery plant adopts gradient water washing and classified grinding technology, separating qualified coarse particles and recyclable fine particles separately. The matched secondary flotation tank recovers micro lithium minerals, greatly reducing valuable mineral waste in tailings.
Switchable Flotation Formula for Dual Lithium Minerals
Operators can switch alkaline spodumene flotation formula and acidic lepidolite flotation formula via central control panel in 10 minutes. The intelligent dosing system automatically matches collector, depressant and frother types and dosage, no need to replace flotation equipment or clean pulp pool, realizing flexible switching between single ore and mixed ore production.
Stable Concentrate Grade Without Recovery Compromise
Many lithium plants improve recovery rate at the cost of lowering concentrate purity, which fails battery raw material purchasing standards. This optimized plant balances recovery and purity: it removes gangue, iron and mica impurities step by step while recycling lithium minerals, ensuring final concentrate meets downstream lithium carbonate and lithium hydroxide refining requirements steadily.
Lower Comprehensive Operation Cost Per Ton Ore
Equipped with frequency conversion energy-saving equipment and quantitative reagent control system, the plant cuts flotation reagent consumption by 25% and unit power consumption by 22%. Higher lithium recovery means more finished concentrate output from the same raw ore volume, effectively diluting fixed labor, water and equipment depreciation cost for long-term mine operation.
Eco-Friendly Closed-Cycle Beneficiation Design
The whole high recovery lithium plant builds full-process water circulation system. Beneficiation wastewater is purified and reused for grinding and flotation, with water recycling rate reaching 88%. Dry tailings disposal avoids surface water pollution, complying with local mining environmental policies in Africa, Southeast Asia, Australia and South America, accelerating project environmental approval progress.

high purity lithium ore processing line
Full Turnkey Solutions for High Recovery Lithium Concentrate Plant
Professional plant manufacturers deliver one-stop turnkey services for high recovery lithium plant for spodumene & lepidolite concentrate, covering the whole project lifecycle to reduce investor communication risk and construction cycle:
Free Ore Testing & Customized Beneficiation Design
Free mineral composition detection, flotation beneficiation test and recovery simulation test are provided for clients’ spodumene or lepidolite ore. Professional mineral processing engineers confirm optimal grinding fineness, pulp pH value and reagent ratio, then design customized plant layout, flow scheme and detailed budget quotation with zero design fee for confirmed orders.
Factory Pre-Testing & Overseas On-Site Commissioning
All core flotation and recovery equipment completes linkage trial operation in factory workshop before delivery to eliminate hidden faults. Professional overseas engineering teams finish on-site assembly, pipeline debugging, control program setting and trial production, until the plant reaches designed recovery rate and concentrate grade stably.
On-Site Operation & Recovery Optimization Training
Specialized training covers dual-ore flotation switching, recovery parameter adjustment, daily equipment maintenance and tailings recycling system operation. Multilingual control panel and bilingual operation manuals are provided, helping local workers master high-yield operation skills quickly.
24/7 Global Technical & After-Sales Support
Remote online debugging supports real-time recovery parameter adjustment for different ore conditions. Vulnerable spare parts are delivered worldwide within 7 working days. Annual regular equipment overhaul keeps the whole plant recovery performance stable, with overall service life up to 16 years.

battery grade lepidolite processing line
Market Value of High Recovery Spodumene & Lepidolite Lithium Plant
Global new energy market keeps raising demand for hard-rock lithium concentrate, while high-grade single lithium ore resources are gradually depleted. Low-grade mixed spodumene-lepidolite ore becomes the mainstream exploitable lithium resource globally, which puts forward higher requirements for lithium ore recovery technology.
Mining projects equipped with high recovery lithium plant gain stronger market competitiveness: more concentrate output from equal raw ore, lower unit production cost and higher investment return. For lithium mine developers, choosing a dedicated high recovery lithium plant is the most cost-effective way to maximize ore resource utilization and long-term project profit.
Frequently Asked Questions
Can this plant process mixed spodumene and lepidolite ore directly? Yes. The plant supports one-time mixed beneficiation and separated sequential beneficiation. It automatically identifies mineral proportion via pulp sensor, adjusts flotation parameters intelligently, and obtains qualified two types of lithium concentrate at the same time.
What is the core reason for higher recovery than ordinary lithium plants? It adds fine slime recycling unit and tailings secondary lithium recovery subsystem, plus optimized low-loss flotation reagent formula, solving the pain point of fine lithium mineral loss that cannot be solved by standard beneficiation lines.
Does high recovery operation increase reagent and power consumption? No. The upgraded intelligent quantitative dosing and frequency conversion control system avoids reagent waste and idle power consumption. Its unit consumption is even lower than traditional low-recovery lithium processing plants.
Can existing old lithium plants be upgraded to high recovery version? Yes. Manufacturers provide targeted plant renovation services, adding slime recovery tanks, intelligent dosing devices and control modules on the basis of original equipment, lifting total lithium recovery by 4%-8% with low renovation cost.
Product Inquiry




Contact us
Address: Wulong Industrial Park, Xingyang City, Zhengzhou City, Henan Province
Contact:Richard
Phone:+86 151 3866 6240
Mail:richard@zzgofine.com
Online consultation
Copyright © 2027 All Rights Reserved.